更新日:2003年04月16日08:47:50

間中金型製作所 社屋
プラスチック射出成型用金型を製作
プラスチック金型(設計・制作)、成型加工、玩具、パチンコ、カメラ etc.
玩具向けのプラスチック射出成型用金型を製作
代表取締役
まなかゆきお
間中幸男
限りない産業文化の発展に伴い、創業以来築き上げた多くのノウハウをべースに、また、3次元CAD/CAM等による高い信頼と技術の更新をめざし、更なる努力を心掛けております。
沿 革
昭和44年7月 創立
昭和54年11月 有限会社設立
平成13年11月 新工場へ移転
雑誌掲載記事紹介 ■日経デジタル・エンジニアリング ・ 2000年6月号
中小規模の金型メーカーも、客先の要請や業務効率化の観点から3次元CAD/CAMの導入を考えている所は多い。うまく導入すれば製作のリードタイムを短縮し、仕事の幅も広げてくれる。3次元化を進めることは有効な施策だが、図面中心の世界からいきなり3次元へ移行するのは抵抗も大きい。
玩具向けのプラスチック射出成型用金型を作成する間中金型製作所は、玩具メーカーを主要な取引先とする金型メーカー。今後は3次元データでのやり取りが主流になると見て、5年前にミッドレンジの3次元CAD/CAM「VISICAD」,「VISICAM」の導入に踏み切った。今ではIGESもしくはVISIの独自形式で製品情報をやり取りしている。
それまでは、図面を受け取り、自動プログラミング装置で加工データを作成していた。CAD/CAMに触れたことのある従業員は誰もいない。そこで定着化のため、いささか強引な導入方法を取り入れた。
VISIを導入して1週間程度で、それまで用いていた自動プロの電源を切って、強制的に使えないようにしたのである。「使い慣れた自動プロが動いていると、つい使ってしまう。」(同社専務取締役の上島敏雄氏)のを防ぐためだ。当然当初は仕事の効率が悪くなった。
ただし、単なるトップダウンではない点がミソ。もともと、3次元化は現場から要請があって決めたことで、上島氏もエンドユーザー自身が導入に積極的だったことが成功の要因だったと語る。
従来は、曲面形状などに対応できないため、外部のデータサービスに外注したり、顧客の金型部門にデータの作成を依頼していた。受注した仕事を自前でこなせない――。それを背景に導入の機運が高まったようだ。3次元化したことで「外注しなくても済む上、受注も増えた」と上島氏は語る。一つの金型を作成するための作業工数が減って、以前より多くの仕事をこなせるようになったほか。他の金型業者で処理できない3次元モデルが同社ならできるということで持ち込まれるようになったためだ。特に玩具の外装の意匠デザインは複雑な凹凸や、曲面を多用しているケースが多い。今では近在の同業他社から外注を受けることもしばしばだ。
だが課題もある。せっかく顧客から3次元データを受け取っても、抜きこう配をつけるなどの再モデリングが必要なこと。設計段階で金型を考慮していないため、手戻りも多い。形状によっては修復に2,3日かかるという。
これを改善するため、一部外注メーカーで、自社の新人を同社で研修させるというユニークな方法を採っている。金型製作の知識を習得した上で設計できれば、手戻りを減らせるためコストも削減できる。発注元にとっても、金型メーカーにとってもそのメリットは大きい。
本社Map
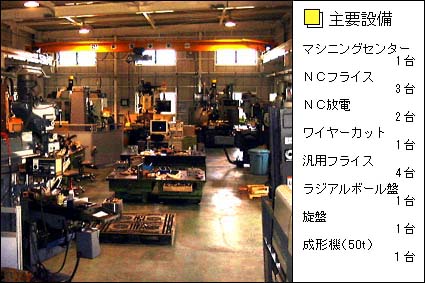
工場内
雑誌掲載記事紹介 ■日経デジタル・エンジニアリング ・ 2001年9月号
ユーザーの設計者が加工を学ぶのに最も良い方法の一つが、実際の金型メーカーで実務をこなすこと。同じ空間に入り込んで作業をこなすことで、金型製作の知識を習得できる。
主に玩具向けの射出成型用金型を作成する間中金型製作所は、あるユーザーの設計者を同社で研修させるという手法をとった。研修後はほとんどデータの手戻りがなく、「その担当者との仕事は、4〜5日の納期短縮が可能になった。」という。
玩具の設計では、意匠性が非常に重視される。重視されるあまりに、抜き勾配がなかったり、アンダーカット部が多くあることもある。このような製品のデータは受け取っても、意匠性が重要視されるがために、金型メーカーでは勝手に修正できず、問題だけを指摘してセットメーカーで作り直してもらう。結局、最初のデータを出してから実際にモノになるまでに、長い時間が掛かる。
この問題に気付いたあるユーザーからの要求で、間中金型では設計者の研修を受け入れた。実際の製品図面に対して金型設計の立場から、例えば少し形状を変えれば加工しやすくなるなどのコメントを出すことで、設計者に理解を促した。データの品質が向上したことから、今後も話があれば他のメーカーの設計者も受け入れていきたいと言う。
主要設備
・マシニングセンター(1台)
・NCフライス(3台)
・NC放電(2台)
・フイヤーカット(1台)
・汎用フライス(4台)
・ラジアルボール盤(1台)
・旋盤(1台)
・成形機/50t(1台)
etc.
| 業種 | プラスチック金型(設計・制作)、成型加工、玩具、パチンコ、カ |
|---|---|
| 郵便番号 | 329-0203 |
| 住所 | 栃木県小山市大字西黒田299−5 |
| 電話番号 | 0285-45-1107 |
| FAX | 0285-45-8002 |
| ホームページ | https://www.manaka-m.co.jp/ |
| 最寄駅 | JR宇都宮線 間々田駅30分(徒歩) |
| 資本金 | 300万円 |
| 従業員数 | 5人 |
 はてなブックマーク
はてなブックマーク Yahoo!ブックマーク
Yahoo!ブックマーク del.icio.us
del.icio.us ライブドアクリップ
ライブドアクリップ Google Bookmarks
Google Bookmarks